Creating and Producing
Abstract thinking has made us view nature and production as a collection of isolated parts exploited by various groups. To fully embrace our humanity, cautiousness, and creativity, this chapter aims to reconnect a complex net of actions in order to bring impactful solutions to life. How do we adopt a holistic perspective and a value-driven supply chain? This chapter will explore the nature and specification of changes required to meet consumer preferences and the common good.
Value chain / supply chain
Value and supply chains will be investigated in the context of merchandise production. It is crucial to understand how raw materials are transformed into finished products, delivered to consumers, and how product design contributes to culturally commodifiable products. This understanding is essential for evaluating the environmental impact of the merchandise industry and for implementing sustainable and circular practices.
The theory of regenerative economy emphasises the importance of systematic thinking in developing concise, transparent, and easy-to-understand supply chains required for effective solutions. While it may appear simple to implement change, it is crucial to fully understand the entire system to ensure a positive impact in the end. A garment supply chain can be simply described as starting with the raw materials (cotton, wool, or fossil oils) and flowing downstream to textile companies that turn the ingredients into yarn and fabric. The network of manufacturers is followed by distribution or trading companies. Without going into the details of yarn production and fabrics, as they might not be that relevant, this chapter will focus on the production options in the manufacturer phase of the merchandise.
According to Jackson and Shaw (2001), there are two main approaches to the production of the garment: 1. Where the retailer buys ready-designed garments from a supplier's range and inserts their own labels into the garment, or where the supplier designs and manufactures garments according to the 'handwriting' of the designer. The first option is a standardised procedure that is used for the majority of festival production, in which the client or buyer does not have the ability to adjust the creation or processing of the garment. Most of the time, they do not attach labels to the t-shirts in this step of the production. 2. Cut, make and trim (CMT), where the supplier manufactures (cuts the fabric, makes and trims the garment) using fabric bought, checked and delivered by the retailer. These two options are frequently used in fashion but are an overview of smaller-scale production principles that are suitable for merchandise production.
Perret, Schuck and Hitzegrad (2022) define three different production approaches: mass production, custom tailoring, and mass customisation. In other words, mass production is a "push system," which depends on accurate projections and effective inventory control. This method includes keeping goods in storage until they are sold, therefore pushed to the consumers. The industry-client experience is defined by a broad selection and often very low prices. Goods sales and planning might encounter difficulties because of its limited capacity for forecasting and stock planning, which need to be done six months or sometimes a year in advance. Due to its lack of flexibility, the mass production manufacturing model restricts the industry's ability to quickly adjust to the changing needs and preferences of its clients. The use of circular principles and sustainability in large-scale production can present formidable obstacles. Because of the model's emphasis on low-cost, high-volume products, overproduction can take place, adding to waste and extra inventory that could wind up in landfills. Additionally, the amount of materials and energy required for production by this method can also put a burden on natural resources and increase environmental footprints.
On the contrary, custom tailoring is defined by a workshop studio organising system that emphasises individual work with few machine orders and pre-established procedures. Since every product and tailoring business is different, it is noticeable that there is a lack of uniformity. The main benefit is that designers are involved in the process a lot since their specific demands are the basis for customised product production. Nevertheless, there are several disadvantages to this customised and distinctive method, such as a labour-intensive and relatively costly procedure that prevents high manufacturing frequency. It may be easy to follow circular or sustainable principles, but the products may have a high retail price or generate little profit. This may result in a smaller impact because there are often fewer things sold than in prior production types.
Mass customisation in product manufacturing utilises a 'pull-system' approach, employing efficient and real-time supply chain communication. This involves modifying standardised or pre-produced items to meet the specific customisation requirements requested by the designer. Mass customisation offers B2B customers the advantages of cost-effectiveness, lower minimum order quantities, and the opportunity to develop products even without a full in-house product development team. The benefits include the prevention of excess inventory and healthier cash flow resulting from the lack of inventory shortages. As a result of the wide range of products available, with limited customisation options, the operational side of the company is experiencing an increasing variety of choices.
When it comes to sustainability, anything is possible with a lot of negotiating power, but from what I've seen, mass customisation and, in some cases, custom tailoring are the most popular production principles. The two of them do not leave much space for either creativity or profit. With mass customisation, second- and third-party agencies or certifications are needed to ensure sustainability standards. Custom tailoring provides more sustainable alternatives, but the limited ability to scale makes them costly without the possibility of a greater impact.
Merchandising
The term "merchandising" in the fashion retailing industry refers to the process of stock planning, management, and control. As we are talking about merch in the context of promotional items, there is also visual merchandising that refers to the store setup.
To prevent any confusion, this chapter will focus on stock planning, management, and control (pricing, sizing, materials, etc.). It is crucial to align with the product strategy when addressing circularity, as a significant portion of textile waste results from poor production planning.
Planning and profitability
A crucial objective of a successful merchandising strategy is to help achieve the intended level of buying profitability. The profit margin that results from deducting a garment's cost price from its retail selling price is known as "buying profit." There are several indicators of product performance that could be measured when it comes to merchandise, such as gross margin and sell-through.
Margin
Retail selling price (RSP) - costst price (CP) = gross margin (gross profit)
Gross margin (GM) = profit / retail price x I00. As an example, if a retailer purchases a product at a cost of goods sold (COGS) of 12€ and decides to sell it at a retail selling price (RSP) of 32€, the gross margin (or gross profit) can be calculated as follows:
Gross margin = RSP minus COGS
32€ - 12€ = 20€
To express the gross margin as a percentage of the retail selling price, we use the formula:
Gross Margin Percentage = (Gross Margin / Retail Selling Price) x 100
= (20€ / 32€) x 100
= 62,5%
Profit Margin = Net Sales / Cost of Goods Sold (COGS)
Let's say we sold 20 tees for 32€ (320€ in total prof120€). Tota). ota).cost )
(320€/120€) x 100 = 2,66
To keep a healthy margin of merchandise sales, the usual number would be approximately 2–2.5% profit margin and 50–65% gross margin. Based on my experience, I recommend developing a variety of margin approaches for each product in the product pyramid, etc., as they all serve different goals (entry-level prices, marketing, communication, values, etc.).
Sell-through (sell-thru, ST)
It tells you the total order to date that has been sold in % format (you can look at a ST in either cash or unit value).
Sell Thru = Total Sales / Total Buy x 100
A product that had 50 units delivered and sold 5 units would have a 10% sell-through rate.
(5/50) x 100 = 10% Sold Through
You would use a sell-thru percentage to analyse the best and worst sellers.
80/20
In the ever-evolving realm of fashion retail, the 80/20 rule, also known as the Pareto Principle, plays a vital role in enhancing sales and inventory management. This idea suggests that a small portion of the product line typically drives the majority of sales. Grasping and implementing this rule can greatly improve the effectiveness and financial success of fashion retail operations.
To start implementing the 80/20 rule, the initial step involves examining sales data to identify the specific items that are contributing the most to sales. Bestsellers often link to customers' needs while responding to current trends. These products typically carry significant visual components, required quality, and a price that clients consider reasonable. However, without thorough market research, it is uncertain which products will become the most popular. Bestsellers frequently accommodate the results of experimentation and testing from previous production batches. Once strong sales are expected, it is important to provide production volume, marketing, and merchandise visibility in-store and online, ensuring these items are well-stocked, promoted effectively, and strategically positioned to attract customers and increase sales. Pricing and the supply chain must work together to achieve these goals. While we prioritise the most profitable items first, we also need to manage the other 80% of our inventory well. This strategy includes making cautious purchases of products that sell slowly and making sure inventory is up-to-date and competitive.
Fashion cycle
As the results show, the main reason why people buy merchandise is often the design, so they consider the visual element and shape of the garment important. When it comes to fashion or clothes, the fashion cycle illustrates how a certain style or design becomes popular, peaks, and then falls out of favour. This cycle can be broken down into several stages.
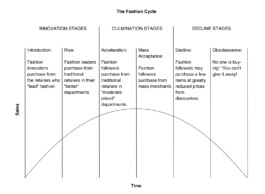
Looking at this through the lens of responsible production principles, experimental approaches may be used throughout the innovation stage. These products may be able to satisfy better production standards, which may result in a higher price; nonetheless, the major definition should be that they are bringing new concepts, new ideas, a unique design, and leading the early adopter stage in the global context.
The mass acceptance and acceleration stage provides an opportunity to present best-sellers that should be universally accepted. As a result, things that do not fulfil the strictest criteria but nonetheless have certification and an adequate design (which may also be timeless). The decline stage provides a venue for selling out worst-sellers and deadstock items at lower costs. However, they should not jeopardise sales from prior phases.
Product pyramid
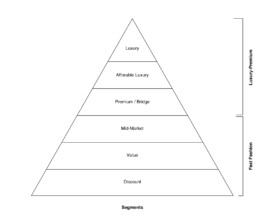
A product pyramid framework should be used while assembling a merchandising collection plan into vertical categories. Fashion brands and merchants use the product pyramid as a strategic framework to group their products into multiple levels according to factors like exclusivity, quality, and price while reacting to various phases of the fashion lifecycle. Offering items at different price ranges and quality levels allows firms to reach a wider audience and increase their market reach. This tool also enables festivals, galleries, and artists to present several levels of sustainable practices that are differentiated based on factors such as pricing and design.
The Maslow pyramid of needs, which American psychologist Abraham Maslow established in 1943 and published in A Theory of Human Motivation in Psychological Review, serves as the foundation for product strategy. The author proposed a psychological theory that organises human needs in a hierarchical structure. The pyramid has five levels of needs, with the most basic and important at the bottom and the higher-level demands at the top.
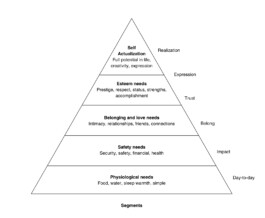
When it comes to its application in fashion, particular requirements are addressed across all levels. Some interpretations link this method to brand development, but it may also be effective for product range planning in goods production.
In relation to merchandising, for example, the type of cotton used for the garment can indicate different levels of the pyramid. When considering cost-effective options, you could start with basic organic cotton that meets minimum environmental standards, then level up to GOTS-certified cotton, and on top, locally produced garments made by marginalised communities that give a garment a regenerative narrative at a higher price point. At the top are limited, one-of-a-kind designer items meeting self-actualization and esteem needs. This framework enables companies to market their products collectively under one umbrella while targeting various customers as well.
Sizing
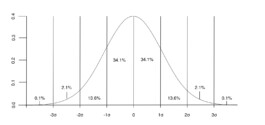
The sizing or product range sizing ratio indicates the number of products needed in each production size. To meet demand and avoid the production of deadstock, planning must meet the proper sizing ratio. The best practice is to use the Bell Curve, also known as the Normal Curve, which is a symmetrical probability distribution that forms a bell shape when graphed.
From my experience as a fashion buyer, the distribution of sizes varies depending on the target market and the garment's fit. Whereas the most common sizes are medium and large, there might be several variations that should be considered. Here is the primary table that can be used, though, in case you need any guidance on choosing a size.
According to several commercial sources, the average size of the of the run would be the following:
XS: 1%
S: 9%
M: 25.3%
L: 31.3%
XL: 22.7%
2XL: 10.7%
3XL: 2%
(RushOrderTees, n.d.; Jordan, 2020; LogoBoss, 2021)
If you want to leave room for variations, especially for a female audience, I would increase size S while avoiding manufacturing size XS, which is always problematic (but sometimes suitable for children). Size 3XL is likewise not widely purchased.
The best practice would still be to thoroughly study sales from previous sales if possible, since, as the graph from 2021 shows, there are variations in preferable sizes among nations as well.
Textile production and customisation
Fabric is an essential component of the textile and fashion industries. While patterns, prints, and designs are important elements of garments, fabrics serve as the foundation for these ideas. Starting with fibres, which can be divided into three types: natural, regenerated, and synthetic. Each has a different function in the textile, either alone or combined, depending on the desired properties. Fibre can be processed into material using two primary techniques: pleating and knitting. For instance, cotton pleating is a method for making tote bags. On the other hand, a T-shirt is created using a plain knit or jersey. Sweaters or hoodies are made similarly, using a jersey with rib-knit cuffs. In this part, I will mainly focus on cotton and its blend, which is used for the majority of merchandise offerings.
Cotton
Cotton fabric is highly breathable, enabling air to flow through it easily. This feature helps absorb and eliminate body moisture, ensuring the wearer stays cool and comfortable all year round. This material can absorb and release moisture quickly. Cotton's softness and light weight, which provide a pleasant feeling against the skin, make it perfect for various types of clothes, including T-shirts, underwear, and baby garments. By being naturally hypoallergenic,it is also ideal for sensitive skin. Cotton fibres are resilient and durable, able to endure high temperatures, washing, and regular wear and tear, yet they are prone to shrinking and wrinkles. The material absorbs colour dyes well, but the shades may discolour after washing.
Organic cotton
Grown without damaging chemicals or genetically modified organisms (GMOs), organic cotton presents a promising alternative to regular cotton. It supports the adoption of environmentally and socially responsible farming methods. Benefits include reduced pesticide usage, improved worker health, cleaner water and food supplies, and longer-lasting fertile land. Further guaranteeing that organic cotton satisfies strict environmental and social standards across the supply chain are certifications such as Fair Trade and the Global Organic Textile Standard (GOTS).
Still, it is critical to acknowledge that there are drawbacks to using organic cotton. Requiring more land and resources, it usually yields fewer fibres than GMO cotton. The chemical intensity of processing and dyeing organic cotton emphasises the need for certifications such as GOTS to ensure environmental and social standards are met.
(McFarlane, 2019)
Regenerative cotton
This approach seeks to restore and rebuild land and soil, providing measurable benefits such as climate change mitigation and biodiversity preservation, as well as supporting farmer and community prosperity. Regenerative cotton has gained popularity over organic cotton due to its additional environmental and social benefits. Organic cotton reduces negative impacts such as pesticide use and water consumption, but it does not always improve soil health or ecosystems over time. Regenerative cotton, on the other hand, uses holistic farming methods to improve environmental conditions and community well-being by improving crop performance, diversifying revenue streams, increasing carbon sequestration, and improving local biodiversity. Regenerative cotton is not as widely available as organic cotton.
Recycled cotton
The majority of recycled cotton is recovered through mechanical recycling. First, the fabrics and materials are organised by colour. After sorting, the fabrics are fed through a machine that shreds them into yarn and then into raw fibre. This process is harsh and places a lot of strain on the fibre. Fibres frequently break and entangle during shredding. The raw fibre is then spun back into yarns and reused in other products. Recycled fibre will never have the same quality values as the original fibre. Fibre length and uniformity will be impacted, limiting end-use applications. It could be said that fibre was downcycled (has lower quality than the original product).
There are various types of cotton used for recycling: Post-consumer recycled cotton comes from items that the consumer has purchased and worn. Pre-consumer recycled cotton (cuttings waste) comes from the waste that is produced in the manufacturing process.
Cotton blends
Cotton blends for T-shirts are popular as they combine the best properties of cotton with those of other fibres to enhance durability, comfort, ease of care, and functionality. However, they are hard or almost impossible, to recycle. Egan et al. (2023) found out that it can be done using enzymes, but this process is still not fully developed and scaled. Therefore, when considering sustainability, I would avoid them, despite their positive qualities.
Cotton-Polyester (Cotton-Poly) Blends
These blends are among the most popular, usually with combinations like 50/50, 60/40, or 65/35 (cotton/polyester). They are designed to provide the durability, wrinkle resistance, and moisture-wicking properties of polyester at a more affordable price. Yet, these blends are not biodegradable and lack the breathability and comfort of regular cotton.
Cotton-Spandex (or Elastane) Blends
Spandex enhances the flexibility and fit of cotton garments. Shirts containing 1% to 5% spandex might be more comfortable and provide a better fit. It is mainly used for womenswear, activewear, or fits that require additional stretch. However, excessive heat can lead to shape distortion by compromising elasticity. Spandex blends are more expensive than non-stretch blends because of their elasticity. This material is also not recyclable or biodegradable, and any fabric containing a spandex blend can't be recycled.
Prints
Prints, as the most common type of clothing modification, are important for both cost and quality in the production process. Selecting the appropriate type can elevate it, but it can also result in additional expenses and unresolvable difficulties. There are various types of printing techniques, each suitable for different textiles.
Screen Printing
Flat-screen printing is a process where dye or ink is forced through a mesh screen, originally made of silk, that is stretched over a frame with a stencil containing the design. It is a popular method for high precision and vibrant colours. Rotary screen printing uses cylindrical screens to transfer ink onto the fabric as it passes through the machine. This approach is effective for handling large quantities and repetitive fabric designs, although it cannot be used on the finished garment.
Limitations: Since each colour must be applied separately, it can be challenging to replicate small details and complex colour gradients. Setting up screen printing can be costly and time-consuming, which makes it more costly for smaller quantities. Additional layering is required when printing in black.
Hybrid printing
Hybrid printing enhances colour saturation and durability in textiles. It uses a screen-printed white foundation layer to make colours more vivid, and digital prints last longer. It achieves better detail and resolution compared to traditional screen or digital printing alone. It also allows for the addition of exact Pantone shades through screen printing, enhancing colour accuracy. Thanks to the screen printing base layer, it's versatile across different materials, making it possible to print on cotton, polyester, and blended fabrics within the same order. This method also enables the combination of full-colour printing with special screen printing effects like metallic colours and puff, adding unique touches to designs. Furthermore, it allows for the mixing of different designs on one common base layer, provided they share the same outline. Importantly, hybrid printing utilises ecological water-based inks, aligning with environmentally conscious production practices.
This method offers faster production times for large volumes, ensuring consistent quality across repeat orders.
Digital Printing
Digital textile printing, or DTG (Direct to Garment), uses digital technology to print directly onto textiles using water-based inks, ensuring a soft feel. However, this technique faces material limitations. To achieve the optimum results (quality, feel, and colour), synthetic materials or blends must be used. A pre-treatment that is applied to coloured textiles to ensure colour saturation is particularly noticeable on darker fabrics and sweatshirts with high polyester content. This coating becomes less visible after the first wash; therefore, immediate use post-delivery might not be possible.
GOTS-certified digital printing is available, meeting strict ecological and ethical standards throughout the textile processing process. Digital printing is ideal for designs featuring multiple colours, fine transitions, or intricate details and is best suited for smaller-volume orders. However, the use of materials might make this customisation option less ideal.
Heat transfer printing
It involves printing a design onto a heat-sensitive paper and then transferring it to the fabric using high heat and pressure. It's versatile and suitable for small runs and detailed designs, but it's also perfect for customisation events and workshops.
Others
There are various smaller-scale or more experimental printing approaches that might be part of merchandise production. Block printing is an ancient technique of carving designs into wooden blocks, dyeing them, and stamping them on fabric. Stencil printing uses cut-out templates to apply ink or dye to the fabric. Stencil printing allows for the repetition of designs with a handmade touch, making it suitable for bespoke items. Tie-dye resist dyeing technique, where the fabric is tied in specific areas to create patterns. The tied areas resist the dye, forming distinctive designs. Airbrushing involves using an airbrush tool to spray dye or paint onto the fabric. It's useful for gradient effects and detailed artwork. Foil printing, a special adhesive, is printed onto the fabric in the desired design, and a foil sheet is applied on top. Heat and pressure are used to transfer the foil onto the fabric, creating a metallic effect. Discharge printing is a method where fabric dyed in a dark colour is printed with a chemical that removes the dye in certain areas, revealing the original fabric colour or a lighter shade. It's effective for creating high-contrast designs on dark backgrounds or bleaching.
Textile waste
While investigating the field of sustainable or circular production, the argument typically arrives at the critical issue of textile waste management. This problem, significant in its scope, presents both a serious challenge and an opportunity for innovation. The analysis of this subject usually uncovers many forms of textile waste, each with a unique use for responsible production.
Textile waste can be divided into three types: pre-consumer waste (fibres, yarns, fabrics, and chemically mixed materials), post-consumer trash (discarded clothes), and industrial waste (technical textiles, carpets, and industrial ropes) (Mishra et al., 2023). Post-consumer textile Waste, which accounts for 88% of total textile waste, represents the biggest challenge due to hygiene, collection and sorting limitations (Prayuda and Emenda Sembiring, 2023). The extra category that lies on the borderline between waste and sellable products is excess inventory or unsold products in the textile business, known as deadstock.
A textile product at its end of life can go to one of the following destinations (Ferguson and Gilvan 2010):
Textile waste presents an opportunity to participate in the manufacture of merchandise, as previously said. There are several innovative methods to employ this material to create value-driven items and yet reduce the quantity of waste that is now processed, as will be explained later in the case studies. Deadstock fabrics can be used to create new products, post-consumer waste can be sorted and customised as one-of-a-kind products, and pre-consumer waste can be remanufactured. All of that may be accomplished by setting up a suitable supply chain that handles a range of products and makes use of creative sourcing to deliver impactful solutions.
Limitations
In prior research, I focused on the restrictions associated with the utilisation of textile waste in remanufacturing production (also known as up-cycling). Here are some findings that may be useful for merchandise as well.
Defined problems: quality standards, system of production, brand management, scalability, design and aesthetic limitations, human labour, material processing, competitiveness, and the end life of the product. Specified problems build the basis for future discursive actions that could lead to a solution.
Producer list
I have collaborated with a number of Slovak manufacturers and suppliers throughout the years. Although the search for the right one may be difficult, this list may be helpful in obtaining the basics. Anyone has access to edit the file as it is open source.
Greenwashing
The majority of this paper has focused on the theory and implementation of circular and sustainable ideas; however, it is also crucial to consider how these principles are communicated. The objective of this chapter is to provide guidelines for accurately expressing these actions to the public while avoiding greenwashing, being transparent, and not being misleading.
The irony of the "save the towel" movement in hotels, which did not do much more than save hotels money on laundry costs, inspired environmentalist Jay Westerveld to coin the term "greenwashing" in a critical article in 1986. The concept came about at a time when most people got their news from TV, radio, and newspapers, so they could not check the facts like they can now.
Nowadays, there is a commonly used definition of deliberately misleading the public and allowing profit maximisation while destroying the environment. Thus misrepresenting a company's products, services, and/or business activities as environmentally friendly. Greenwashing involves making unfounded claims to fool stakeholders into thinking actions, products, or services are ecologically good or to deflect criticism regarding the environmental and social impact of the same actions, products, or services.
According to Green Story and their guide, there are 10 common signs of greenwashing:
Source: Green Impact , Earthbound and this also builds on the Seven Sins of Greenwashing published by TerraChoice. (www.greenstory.io, 2022)
Therefore, the best practice to communicate circular and sustainable practices when it comes to merchandise is to prioritise transparency, genuine sustainability efforts, adherence to regulatory standards, stakeholder engagement, and clear communication of environmental initiatives. By following these strategies, organisations can increase trust and credibility and contribute to real environmental impact while avoiding the pitfalls of greenwashing. Another strategy might be to rely on the second- and third-party agents controlling required standards,such as certifications.
Certifications
Fashion certifications are regulated labels issued to clothes and other items that follow particular criteria related to social and environmental sustainability. These certifications are granted by third-party organisations and aim to assist consumers in making well-informed decisions about their clothing purchases. The following chapter will cover those that are most commonly used in textile merchandise production.
GOTS
The Global Organic Textile Standard (GOTS) is the worldwide leading textile processing standard for organic fibres, including ecological and social criteria, backed up by independent third-party certification of the entire textile supply chain. The goal of GOTS is to guarantee strict compliance with environmental standards across the whole organic textile supply chain, including printing. All phases of the textile production process must adhere to stringent environmental and social standards, such as using eco-friendly procedures and not using any hazardous chemicals during the manufacturing process, in order to receive GOTS certification. Strict social requirements, such as reasonable working conditions, the absence of a child or forced labour, and the payment of fair salaries, must also be met in order to receive the certification.
Oekotex
The organisation Oekotex has a portfolio of standards, each of which focuses on a distinct facet of sustainable principles. Products bearing the OEKO-TEX® STANDARD 100 and OEKO-TEX® LEATHER STANDARD labels have been scientifically tested for the presence of harmful substances and are a better and safer choice for your health. Textiles and leather carrying the OEKO-TEX® MADE IN GREEN label are produced more sustainably in socially responsible workplaces.
The OEKO-TEX® STeP certification and the DETOX TO ZERO analysis set the highest standards for the social and environmental aspects of textile and leather production. Chemicals and treatments that meet the OEKO-TEX® ECO PASSPORT standard have been tested and analysed against strict criteria for a lower environmental impact. OEKO-TEX® Responsible Business supports you in preventing or mitigating existing and potential negative impacts of business operations within your own activities, your supply chains, and your further business relationships. OEKO-TEX® Organic Cotton certification offers verification from farm to product. Products bearing this label have been tested for the use of genetically modified organisms (GMOs) and harmful substances.
Cradle to cradle
The Cradle to Cradle Certified® Product Standard is a holistic framework aimed at evaluating the sustainability of materials and products across five critical areas: material health, ensuring safety for humans and the environment; product circularity, promoting a circular economy through innovative design; clean air and climate protection, focusing on clean energy generation and environmental preservation; water and soil stewardship, dedicated to the conservation of natural resources; and social fairness, advocating for ethical labour practices and human rights. This standard guides companies towards integrating environmental stewardship with social responsibility, fostering the development of products that are both environmentally sustainable and ethically produced.
B corp
B Corp., short for Benefit Corporation, is a type of business certification that focuses on social and environmental responsibility as well as financial success. B Corps are businesses that meet rigorous standards of social and environmental performance, accountability, and transparency. They are legally required to consider the impact of their decisions on all stakeholders, including their employees, customers, suppliers, and the environment.
To become a certified B Corp, companies must complete an assessment process that evaluates their social and environmental impact in areas such as governance, workers, community, environment, and customers. Companies must score a minimum of 80 points out of 200 to become certified, and the assessment is verified by B Lab, the nonprofit organisation that oversees the B Corp certification.
The Higgs index
The Sustainable Apparel Coalition (SAC) created the Higg Index, a tool that assesses and measures the social and environmental effects of apparel and footwear products. It takes into account various factors such as water use, energy use, greenhouse gas emissions, waste, chemicals, and labour standards to create a comprehensive sustainability score for a product. The Higg Index is widely used in the apparel industry to assess the sustainability of products and identify opportunities for improvement. Companies can use the Higg Index to benchmark their performance against industry peers, set sustainability targets, and track progress over time. Additionally, the Higg Index helps companies identify areas where they can reduce their environmental impact and improve their social responsibility.
1% for the planet
This is an international organisation founded by Yvon Chouinard (founder of Patagonia) and Craig Mathews (founder of Blue Ribbon Flies) in 2002. Businesses following this standard commit to donating one percent of their annual turnover directly to an approved environmental non-profit organisation.
Peta
The "PETA-Approved Vegan" label guarantees that the products contain no animal ingredients and that no animals have suffered in their production.
Bluesign®
Bluesign® represents a vision of a sustainable approach to the production of textiles. The certificate covers the entire production chain. The bluesign® label for textile products guarantees that the product has been produced in a safer and more sustainable environment for the people who work and live there.
BSCI (Business and Social Compliance Initiative)
This European initiative aims to ensure quality working conditions in the production of products throughout the supply chain. Both the production and distribution of products must respect basic labour and ethical principles such as fair remuneration, environmental protection and zero tolerance for child labour.
Ecolabel
This is a certification used in Europe since 1992. The Ecolabel guarantees that products or services are environmentally friendly. This certification adheres to the ISO 14024 standard—environmental criteria that must be followed throughout the life of the product. These criteria include, among others, low water consumption, a low carbon footprint, and the promotion of recycling and reprocessing.